Story by Kristen Cart
While searching old newspaper articles for early Van Ness Construction Co. work projects, I happened upon an interesting way to track them. Society pages in newspapers routinely mentioned visitors to a town and the movements of important citizens. The purposes of the visits were usually noted. In these pages, I found a treasure trove of elevator information in various Nebraska newspapers. A few examples follow, giving clues to the tempo of Van Ness Construction’s operations.
Anton Proskovec, of Lushton, Nebr., was a foreman for the Van Ness Construction Company of Omaha, and he worked on several jobs in 1934. The People’s Banner of David City, Nebr., among other papers, carefully cataloged his comings and goings that year.
Anton Proskovec of Lushton visited home folks, the J. B. Proskovec family on Sunday. He has been made a foreman of the Van Ness Construction Co., of Omaha. They are tearing down an elevator in Lushton.
The paper also cataloged Anton’s visits to Roscoe, Nebr., where the Van Ness company was installing a dust eliminator; Shelby, Nebr., where they built a new elevator; and Linwood, Nebr., where they tore one down. Five newspaper items from The People’s Banner detailed his movements in 1934. Further investigation revealed that his father, James B. Proskovec, owned property, conducted business, and was involved in local politics in Butler County, Nebr.
In two similar newspaper notices, we discovered that Virgil Johnson, the family patriarch of the elevator construction company Johnson & Sampson Construction Co., got his start as an employee of Van Ness Construction.
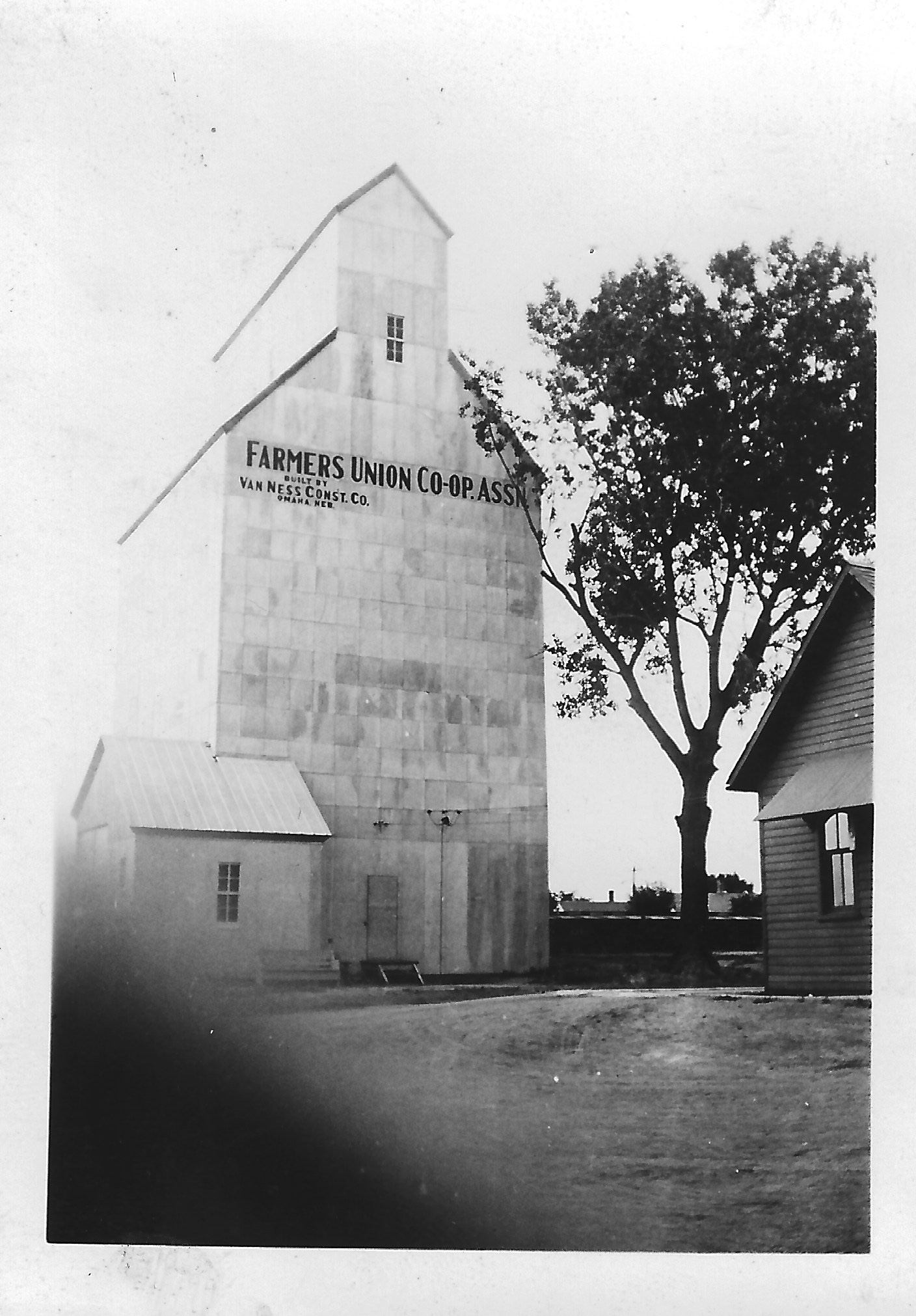
First, the Beatrice Daily Sun of Feb 20, 1934, mentioned that Virgil Johnson and Rupert Hammonds were boarding with Mrs. C. R. Rossel while ironing the Farmers’ Union elevator for Van Ness. But where was the job site?
Then, in the Beatrice Daily Sun of March 22, 1934, we found this gem:
Messrs. Rupert Hammons (sic) and Virgil Johnson of the Van Ness Construction company of Omaha finished ironing the Farmers’ Union elevator early last week and left Rockford.
Rockford is a tiny Gage County hamlet nine miles from Beatrice on U.S. Route 136.
Immediately preceding that note, we find:
Joe Tillotson of Omaha was a supper guest at the A. L. Burroughs home Tuesday night the 13th.
Joe, one of the sons of Charles H. Tillotson and brother to Reginald, could have been in town either working in the elevator trade or simply visiting the family. It is hard to guess. Joe, much later, founded the J. H. Tillotson Construction Co. of Denver, Colo. with William Osborn as superintendent.
The Colfax County Caller recorded the movements of Reginald Tilloston and his wife Margaret on Oct. 18, 1934, noting:
Mr. and Mrs. R. O. Tillatson (sic) of Omaha have taken light housekeeping rooms at the home of Mr. and Mrs. Joe Divis. Mr. Tillatson (sic), who is employed by the Van Ness Construction Co., is helping wreck the Dawson elevator in Linwood.
An interesting connection was revealed when the Colfax County Caller of Nov. 22, 1934, mentioned that J. A. Divis returned from Shelby on Monday, where he had been employed by Van Ness for four weeks.
Three months earlier, an article located the Tillotson couple in Arapahoe, Nebr. According to The Public Mirror of July 26, 1934 …
Mr. and Mrs. Tillison (sic) have rented light housekeeping rooms at the Orval Millard residence. Mr. Tillison (sic) is employed with the Van Ness Construction Co. of Omaha and is working on the Farmers’ Elevator repair job.
The Tillotsons had a very full work calendar that year.
The Nemaha County Herald of Feb 14, 1935, said that C. H. Tillotson of the Van Ness Construction Co. of Omaha was a Brock visitor on Tuesday. Was it a sales call for elevator work in Brock, Nebr.? Or was it a social visit?
Other newspaper social pages gave us more Van Ness employees and their projects: Mr. Webb was in McNeill, Nebr. in 1935 doing elevator repair; Phillip Connell was in Rydal, Nebr. in 1935 for an automatic shipping scale installation; Guy Freeman of Fremont was in Fremont, Nebr. and in Kansas in 1935 doing work for Van Ness; Mr. Wise was foreman at Grafton, Nebr., doing elevator remodeling in 1938; and Mr. R. A. Spatz was foreman at Blue Hill, Nebr. and Keene, Kans. in 1938, performing elevator overhauls.
The previous items spanned the period after the Van Ness family left the business, and when Charles H. Tilloston was a partner. They show indirectly how prominent in the trade Van Ness Construction had become.
A much earlier mention from Marysville, Kan. in 1925 said Mr. Greenway was working on a new elevator there. This Mr. Greenway was among the board members when the company first incorporated. It was the lone mention of Van Ness in the society pages, before the 1930s, that I could find so far.
In an upcoming post, I will review some rather unusual incidents and life events that shed further light on Van Ness Construction.